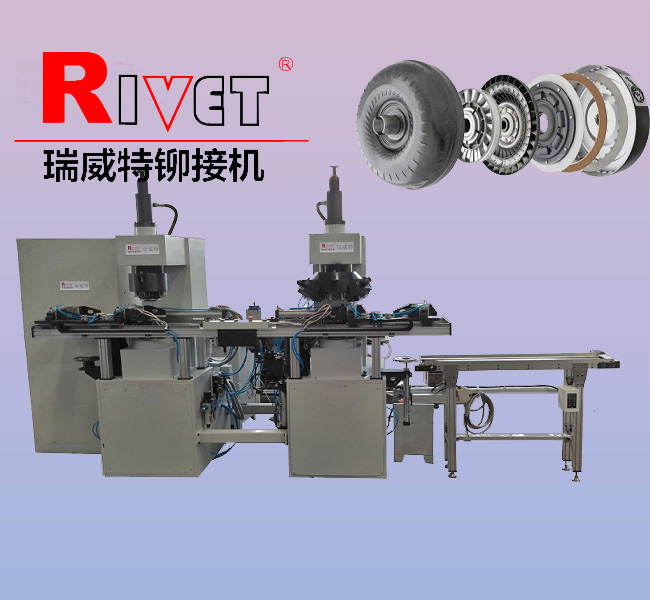
GMX-2(汽车涡轮滚铆线)
汽车液力变矩器铆接机
液力变矩器滚铆加工设备介绍:
全自动化滚铆设备,含滚铆机主体、工装、夹具、刀具、移载机构、液压站、自动物流传输系统、控制系统,设备需满足涡轮叶片爪的自动铆接。
技术要求:
1.滚铆机主轴精度:径跳≤0.008mm,主轴远端径跳≤0.015mm(距端面
300),主轴 轴肩跳动≤0.01mm;
2.主轴转速0~100rpm连续可调,主轴电机功率不低于3.5KW。
3.滚铆工装下降(上升)速度可调,分快进和工进,空行程时快进,刀具/
工装与工件接触前工进,返回时快退,工进-低工作速度能达到2mm/s,
同步进刀,进刀速度稳定。
4.滚铆机应装有安全互锁装置,以免误操作造成设备损坏或人员伤害。
5.滚铆机应配置独立的操作面板,可进行单台设备的人工操作,操作高度符
合人机工程。
6.滚铆机滑轨/导柱采用国际**品牌具备足够的刚性及精度。
7.工装设计上应采用快换设计,工装整体切换不超过30min,刀具更换不超
过3min。
8.工装具备导向定心功能,定位精度≤0.05mm;
9.滚铆工装具备叶片预倒功能:对工件进行预压后,采用预倒刀对叶片预倒,预倒后
叶片应从根部折弯。
10.滚铆刀采用浮动设计,具备一定的自适应性,滚铆压力便于调节,以保证叶片贴
合间隙满足产品要求。
技术指标:
1.自动化程度 全自动
2.生产节拍(s) ≤59
3.机械手承重(Kg) ≥10
4.机械手水平轴-大运行速度 3(m/min)
5.机械手重复定位精度 ≤±0.05mm
6.滚铆机主轴直径(mm) 80
7.滚铆机主轴精度(mm):
a.径跳 ≤0.008
b.远端径跳(距端面300mm) ≤0.015
c.轴肩端跳 ≤0.01
8.主轴电机功率(KW) 3.5
9.主轴转速(r/min) 0~100
10.快进速度(mm/s) 40~50可调
11.工进速度(mm/s) 2~10可调
12.夹紧力(KN) 0~10可调
13.进给顶升力(KN) 0~15可调
14.工作行程(mm) ≥300
15.工装切换时间(min)
a.整体切换 ≤30
b.刀具更换 ≤3
16.滚铆刀轨迹与工件定位中心同轴度(mm)≤0.08
17.液压站油箱规格(mm) 500x400x800
18.油箱电机功率(kw) 1.1
19.油路冷却功能 风冷器
20.自动润滑装置 具备
21.设备占地面积:长*宽(mm*mm)≤5000*2500
设备安全防护方案:
整机采用全封闭栅栏,采用全机械互锁装置,具备三色灯、蜂鸣器、急停开关、双手启动。

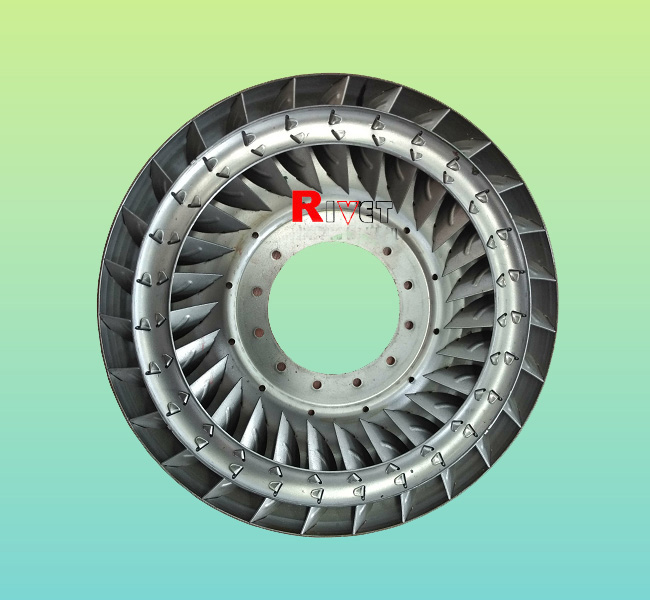
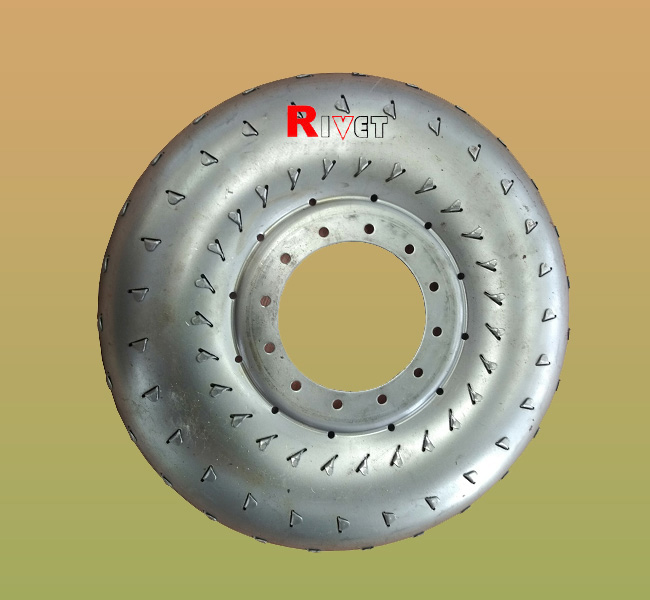
零件样品